 中文
中文 EN
EN
SKD61热作模具钢
对应其它钢厂牌号:H13 1.2344 DAC DHA1特长
- 产品质量符合北美压铸协会(NADCA)#207-97标准。
- 优异的耐热冲击性,减少模具在使用过程中的开裂。
- 优异的韧性和延展性,高等向性。
- 良好的热处理尺寸稳定性,良好的加工性和抛光性。
- 优异高温强度。
- 高纯净度,提高模具疲劳寿命。
- 铝镁铜及其合金压铸
- 锻造压力机模具
- 铝镁铜及其合金挤压
- 热剪切刀片
- 模锻锤的锻模
- 连接器模具
| C | Si | Mn | Cr | Mo | V | P | S | 出厂状态 |
| 0.32/0.42 | 0.80/1.20 | 0.20/0.50 | 4.80/5.50 | 1.00/1.50 | 0.80/1.15 | ≤0.030 | ≤0.020 | 退火状态≤硬度229HBS |
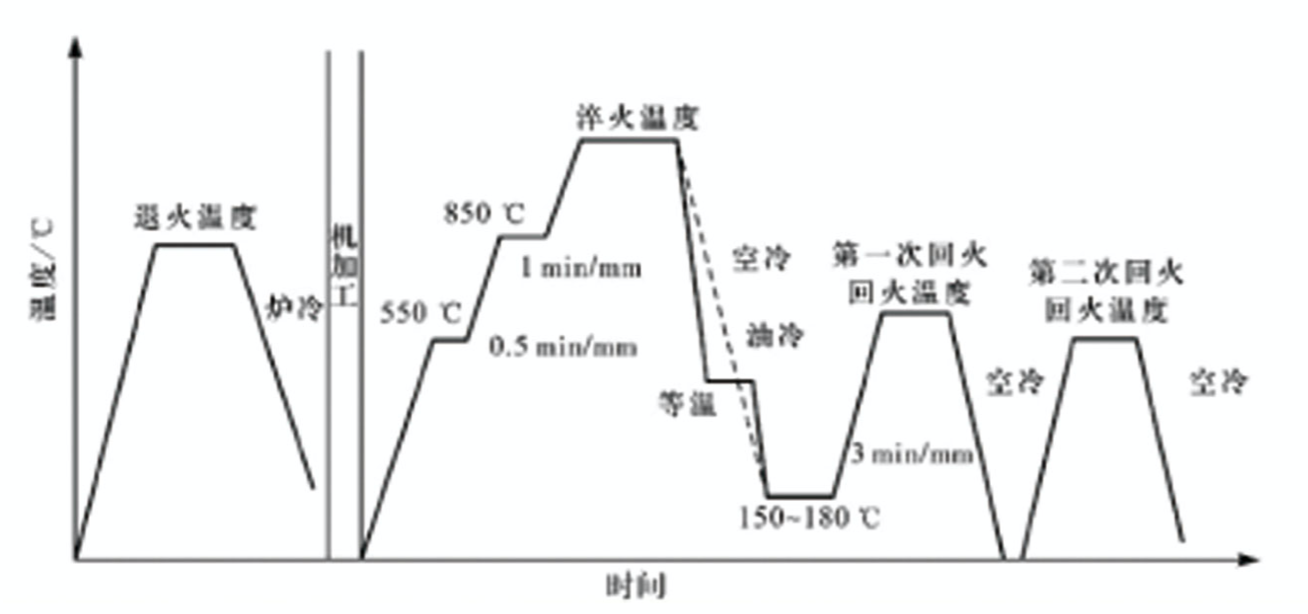
热处理
软性退火
在保护气氛下,加热至850℃,以10℃/小时的冷却速度冷却至650℃,然后空冷。
去应力退火
若要消除在粗加工后产生的残余应力,则将模具加热至650℃,保温2小时后炉冷至500℃,然后冷。
表面氮化处理
建议采用480~520℃等离子渗氮,压铸模渗氮层深度不宜超过0.1mm,热锻模渗氮深度0.1~0.3mm为宜.
表面氧化处理
针对压铸模,采用500~520℃蒸气氧化处理,氧化膜厚度0.002~0.005mm为宜,提高抗铝液侵蚀和熔损。
电火花加工
电火花加工后模具表面应研磨或抛光去除“电火花白层”,然后在比原先回火温度下再回一次火处理,以消除电火花加工产生的应力。
焊接
模具可进行焊接修复,焊接前,模具应缓慢均匀加热至325~375℃预热,如果大面积表面堆焊应有退火状态下进行并且需要再次淬火和回火处理。
硬铬镀覆
镀硬铬后模具必须及时在180℃回火4小时,以避免氢脆。
